




螺旋钢管施工方案注意事项1。首先就是焊接,螺旋钢管的接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊完,每层施焊的引熄弧点须错开。2.每支螺旋钢管在焊接前应先修口、清渣、管端端面的坡口角度、钝边、间隙,应符合规范规定;不得在对口间隙夹焊帮条或用加热法缩小间隙施焊。3.在对口时应使内壁齐平,采用长300mm的直尺在接口内壁周围顺序贴靠,错口的允许偏查差应为0。2倍壁厚,且不得大于2mm。4.对口纵、环向焊缝的位置应符合下列规定:纵向焊缝应在管道中心垂线上半圆的45°左右处;5。当定位焊时,定位焊缝所有焊条号(或牌号)应与正式焊接相同,但焊条直径可选细一些。定位焊缝的焊接电流要选得比正式焊接时大一些,通常大10%-15%,以保证焊透。






螺旋钢管表面处理1、清洗:应用溶剂、乳剂清洗钢材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不克不及去除钢材外表的锈、氧化皮、焊药等,因而在防腐出产中只作为辅佐伎俩。2、工具除锈:首要运用钢丝刷等工具对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手工工具除锈能到达Sa2级,动力工具除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,工具除锈结果不理想,达不到防腐施工要求的锚纹深度。3、酸洗:普通用化学和电解两种办法做酸洗处置,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处置。化学清洗固然能使外表到达必然的洁净度和粗拙度,但其锚纹浅,并且易对情况形成污染。

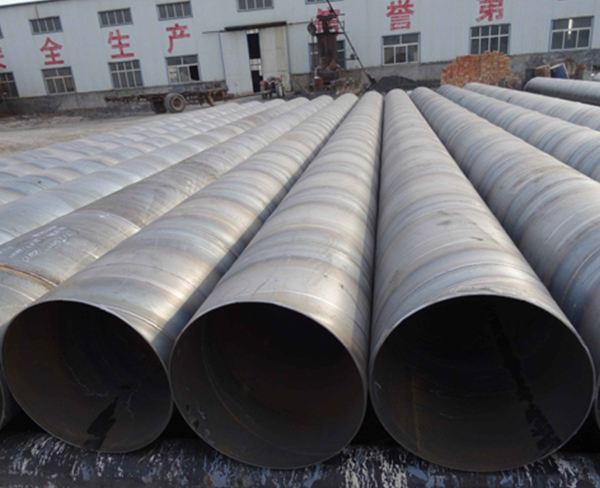
螺旋钢管原材料为带钢或卷板都属于热轧板。热轧板,即热轧钢轧钢板或钢带,俗称热板,通常也会把轧写成扎字,如热扎板,但都是指的同一种热轧板。冷轧板是以热轧卷为原料,在室温下在再结晶温度下轧制而成。热轧板与冷轧板的区别:热轧钢板分为结构钢、低碳钢、焊瓶钢,接着再根据各种钢材查找你所需要的钢材,在查特定的钢材的密度和成分。热轧钢板硬度低,加工容易,延展性能好。冷轧板硬度高,加工相对强度高。


本网站全力支持关于《中华人民共和国广告法》实施的“违禁词”相关规定,且已竭力规避使用“违禁词”。故即日起凡本网站任意页面含有“违禁词”介绍的文字或图片,一律非本网站主观意愿并即刻失效,不可用于客户行为的参考依据。凡访客访问本网站,均表示认同此条约!感谢配合!
您好,欢迎莅临合肥美德,欢迎咨询...
 触屏版二维码 |





